Anti-oxidant Agent of the impregnated type for graphite electrode “CERACOAT® EL-300” invented by our company is highly effective in reducing the oxidation consumption of graphite electrodes, in improving the unit consumption of electrodes, and in reducing the unit cost of electrodes.
This new graphite electrode Anti-oxidant Agent can significantly reduce the oxidation from the "side” by a simple process of impregnation by dipping.
It has been adopted by major Domestic and European steel mills and is highly appreciated.
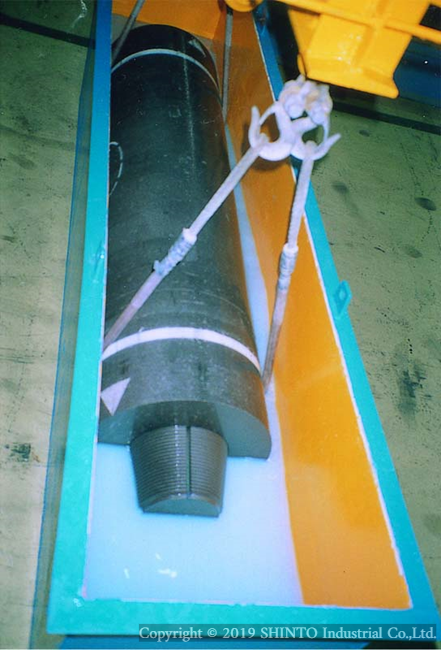
EL-300 is easy to impregnate into microholes existing in the electrodes due to low viscosity, and forms an impregnated and coated thick layer of 15 to 30mm from the surface.
When an electrode is not water-cooled (spraying), you can get the greatest advantage to reduce electrode consumption about 15% by our EL-300. Especially, EL-300 has the excellent performance in the case of unusable water cooling process such as melting of stainless steel and special alloy steel, and refining by Ladle Furnace, which should avoid hydrogen embrittlement.
| Company (in Japan) |
Furnace/ Production (Ton/Month) |
Products | Electrode | Consumption rate (Electrode(kg)/Steel(kg)) |
|||
|---|---|---|---|---|---|---|---|
| Water cooled or not |
Size | Not-Impregnated (Normal) |
Impregnated (After treated) |
Reducing Ratio (%) |
|||
| A | EAF(AC) AC 150T/heat 80,000T/Month | Alloy steel(Main) Stainless steel (sometime) | Water cooled | UHP(made in Japan) φ610x2,800mm (Ave.weight=1,450kg) | 1.586[100%] | 1.430[90.16%] | 9.84% |
| B | LF AC 70T/heat 40,000T/Month | Carbon steel | not Water cooled | (made in China) RP φ400 x 1,800mm (Ave.weight=375kg) | 0.235[100%] | 0.192[81.70%] | 18.30% |
| C | EAF(AC) AC 80T/heat 48,000T/Month | Stainless steel | not Water cooled | UHP(made in Japan) φ510 x 2,400 mm (Ave.weight=870kg) | 3.468[100%] | 3.002[86.56%] | 13.44% |
The most suitable impregnation volume of EL-300 is only 0.6 to 1.0% of the electrode's weight.
In case of 20" dia (O.D.510 mm) x 1800mm Length (approx. 6') 625kgs, approx. 4 to 6kgs of EL-300 will be consumed only. It is very economical.
The conductivity of the electrodes after impregnation by EL-300 leave unchanged. EL-300 never prevents conductivity.
Since EL-300 is dried after impregnation, the outward show after treatment by EL-300 is same as before treatment, and you can handle the coated electrode as usual.
Processing costs can be reduced because no special equipment or technology is required.
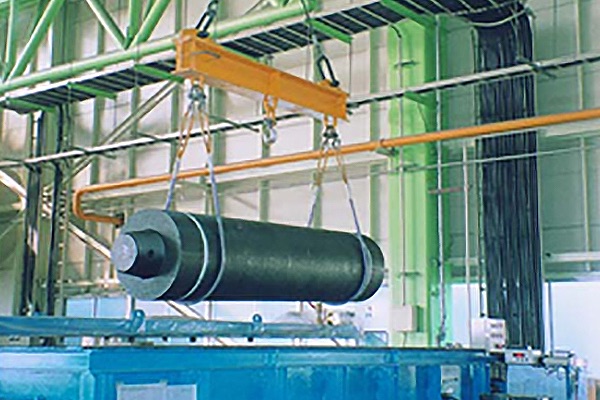
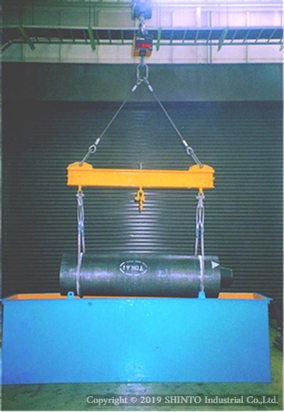
The method of impregnating is very simple, just dip the electrode into the tub for the fixed time followed naturally drying for 5 to 10 days in the air, so coating costs will be reduced.
EL-300, which has penetrated the gap between the internal-thread of electrode and the external-thread of nipple by impregnation, transforms into a strong ceramic when the temperature exceeds 300 ℃.
Its strong adhesion at high temperature prevents nipple loosening and breakage.
EL-300 never be removed and degraded by running water on the surface of electrodes. The performance is stable whether water-cooling is used or not.
This is an impregnation method of dipping at atmosphere. This is the simplest way to impregnate to electrode, just dip into EL-300 tab and wait for 10 to 30 minutes.
It is suitable for processing a small quantity. Not to mention, drying is required.
This is an impregnation method of dipping in reduced-pressure atmosphere (max. 400mmHg). It can be processed in a short time, about one tenth of the time of atmospheric pressure impregnation, but requires a tank that can withstand reduced pressure and a vacuum pump. It is suitable for processing a large quantity.
